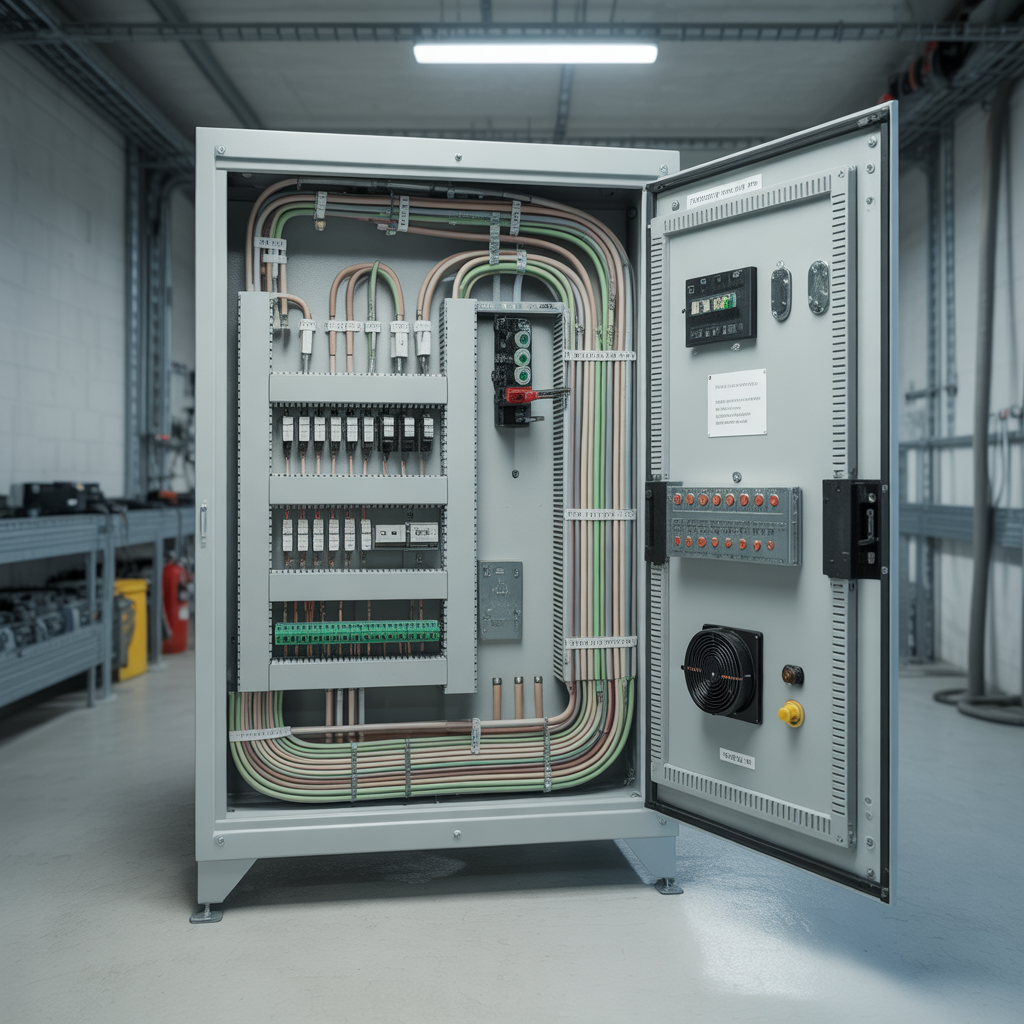
Vi har genomfört omtrådning och uppmärkning av ett apparatskåp för processutrustning i Vilunda, Upplands Väsby, Stockholms län. Arbetet planerades till ett aviserat driftstopp och inleddes med riskbedömning, låsning och märkning av energikällor samt verifiering av spänningslöshet. Därefter inventerades befintliga kretsar mot gällande schema och avvikelser rödmarkerades inför revidering. Slitna ledningsstammar demonterades och kabelkanaler rensades, innan nya ledningsdragningar projekterades för bättre separering mellan kraft, styr och signal. Vi valde halogenfria, fintrådiga ledare typ H07Z-K för styr (1,5 mm²) och matning (2,5 mm²) med färgkodning enligt svensk standard. För anslutningar pressades ändhylsor med dokumenterad pressprofil, och där dubbla anslutningar krävdes användes tvillinghylsor. Skadade plintar ersattes, jordningsskena kompletterades och genomföringar försågs med metriska förskruvningar med korrekt dragavlastning och IP-klassning i förhållande till miljön. Mark- och ytarbeten i anslutning till kabeldragning skedde i samarbete med stenläggare Sigtuna.
Märkning och dokumentation uppdaterades i sin helhet. Samtliga komponenter, plintar och kablage försågs med tydlig referensbeteckning enligt SS-EN 81346 och anläggningens märkstruktur; varaktiga skyltar monterades på dörr och montageplatta. Kretsscheman reviderades till as-built, och vi tog fram uppdaterade plintkort, kabel- och märklistor samt en ledningsförteckning som speglar den nya topologin. Ledningsdragningen utfördes med gott stöd och radie i kabelkanaler, med reserverad plats för framtida utökningar och enkel spårbarhet vid service.
Kvalitetssäkringen omfattade isolationsmätning 500 V DC på styr- och kraftkretsar, kontinuitetsprov av skyddsledare, kontroll av loopimpedans och verifiering av överströmsskydd mot beräknade belastningar enligt SS 436 40 00. Säkerhetskretsar, nödstopp och skyddsfunktioner provades mot kravbilden i SS-EN 60204-1, och ett fullständigt I/O-test utfördes mot styrsystemet innan driftsättning. Under provdrift termograferades skåpet för att identifiera eventuella punktlaster eller otillräckliga åtdragningar, varefter skruvförband momentkontrollerades. Slutkontroll dokumenterades i protokoll signerat av beställaren tillsammans med överlämnad redovisning och serviceunderlag.
Hör av dig så tar vi fram ett genomtänkt upplägg för omtrådning och uppmärkning av ditt apparatskåp, anpassat till din anläggning och driftfönster.